
Merkblatt DVS 3218 (im Archiv) (12/2005)
Strahlformung für das Schweißen metallischer Werkstoffe mit dem Laser
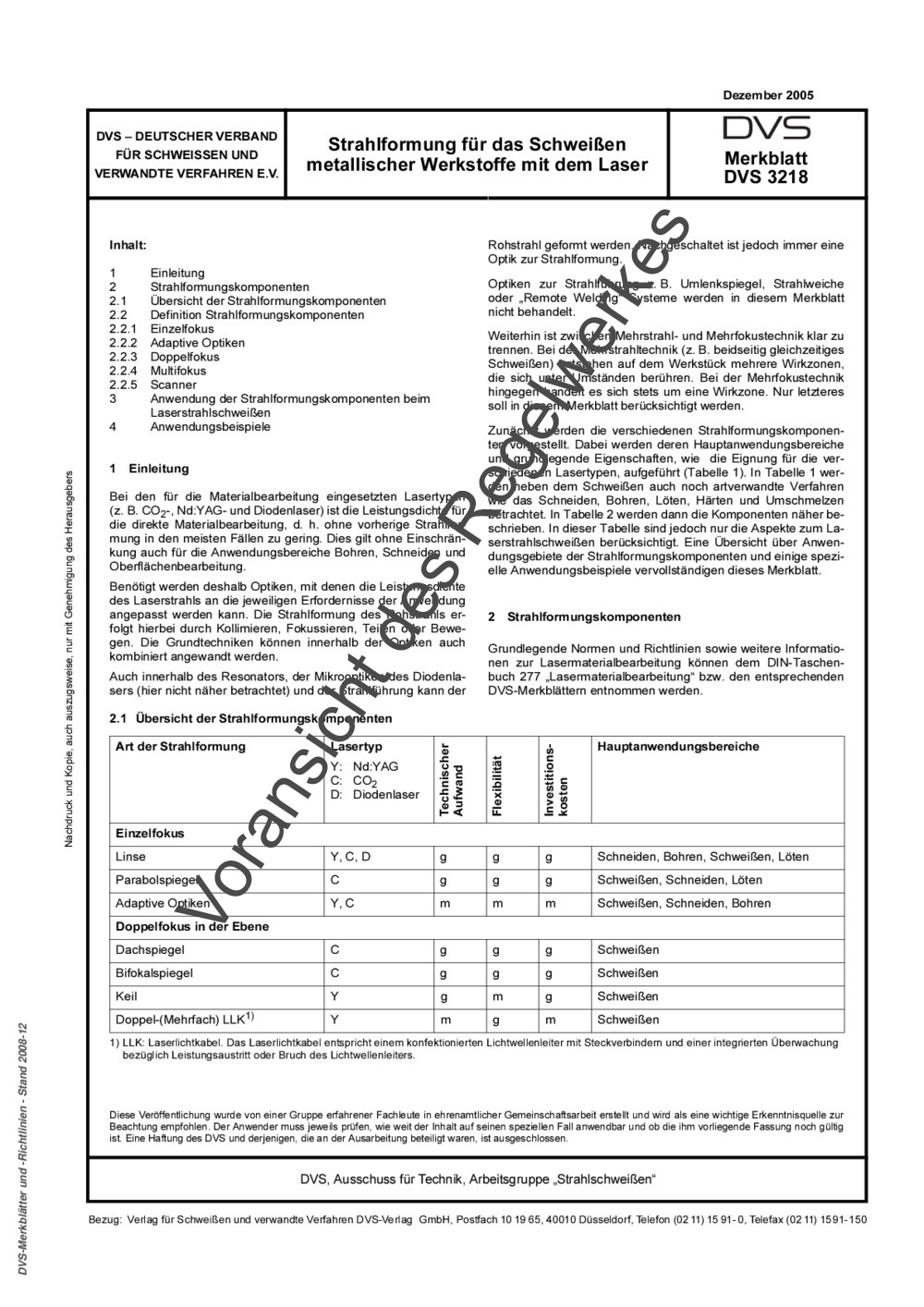
Bei den für die Materialbearbeitung eingesetzten Lasertypen (z. B. CO2-, Nd:YAG- und Diodenlaser) ist die Leistungsdichte für die direkte Materialbearbeitung, d. h. ohne vorherige Strahlformung in den meisten Fällen zu gering. Dies gilt ohne Einschränkung auch für die Anwendungsbereiche Bohren, Schneiden und Oberflächenbearbeitung. Benötigt werden deshalb Optiken, mit denen die Leistungsdichte des Laserstrahls an die jeweiligen Erfordernisse der Anwendung angepasst werden kann. Die Strahlformung des Rohstrahls erfolgt hierbei durch Kollimieren, Fokussieren, Teilen oder Bewegen. Die Grundtechniken können innerhalb der Optiken auch kombiniert angewandt werden. Auch innerhalb des Resonators, der Mikrooptiken des Diodenlasers (hier nicht näher betrachtet) und der Strahlführung kann der Rohstrahl geformt werden. Nachgeschaltet ist jedoch immer eine Optik zur Strahlformung. Optiken zur Strahlführung z. B. Umlenkspiegel, Strahlweiche oder „Remote Welding“ Systeme werden in diesem Merkblatt nicht behandelt. Weiterhin ist zwischen Mehrstrahl- und Mehrfokustechnik klar zu trennen. Bei der Mehrstrahltechnik (z. B. beidseitig gleichzeitiges Schweißen) entstehen auf dem Werkstück mehrere Wirkzonen, die sich unter Umständen berühren. Bei der Mehrfokustechnik hingegen handelt es sich stets um eine Wirkzone. Nur letzteres soll in diesem Merkblatt berücksichtigt werden. Zunächst werden die verschiedenen Strahlformungskomponenten vorgestellt. Dabei werden deren Hauptanwendungsbereiche und grundlegende Eigenschaften, wie die Eignung für die verschiedenen Lasertypen, aufgeführt (Tabelle 1). In Tabelle 1 werden neben dem Schweißen auch noch artverwandte Verfahren wie das Schneiden, Bohren, Löten, Härten und Umschmelzen betrachtet. In Tabelle 2 werden dann die Komponenten näher beschrieben. In dieser Tabelle sind jedoch nur die Aspekte zum Laserstrahlschweißen berücksichtigt. Eine Übersicht über Anwendungsgebiete der Strahlformungskomponenten und einige spezielle Anwendungsbeispiele vervollständigen dieses Merkblatt.
Marvin Keinert
Im Archiv







")


Alle Themengebiete
- Fügen im Straßenfahrzeugbau
- Fügen in Elektronik und Feinwerktechnik
- Schweißen im Anlagen-, Behälter- und Rohrleitungsbau
- Schweißen im Bauwesen
- Schweißen im Handwerk
- Schweißen im Luft- und Raumfahrzeugbau
- Schweißen im Schienenfahrzeugbau
- Schweißen im Schiffbau und in der Meerestechnik
- Schweißen im Turbomaschinenbau
- Additive Fertigung
- Elektronenstrahlschweißen
- Gasschweißen
- Hartlöten
- Klebtechnik
- Laserstrahlschweißen und verwandte Verfahren
- Lichtbogenschweißen
- Mechanisches Fügen
- Reibschweißen
- Schneidtechnik
- Thermisches Spritzen und thermisch gespritzte Schichten
- Ultrakurzpulslaser
- Unterwassertechnik
- Weichlöten
- Widerstandsschweißen