
Merkblatt DVS 2901-1 (im Archiv) (03/2012)
Abbrennstumpfschweißen – Schweißen von Stahl
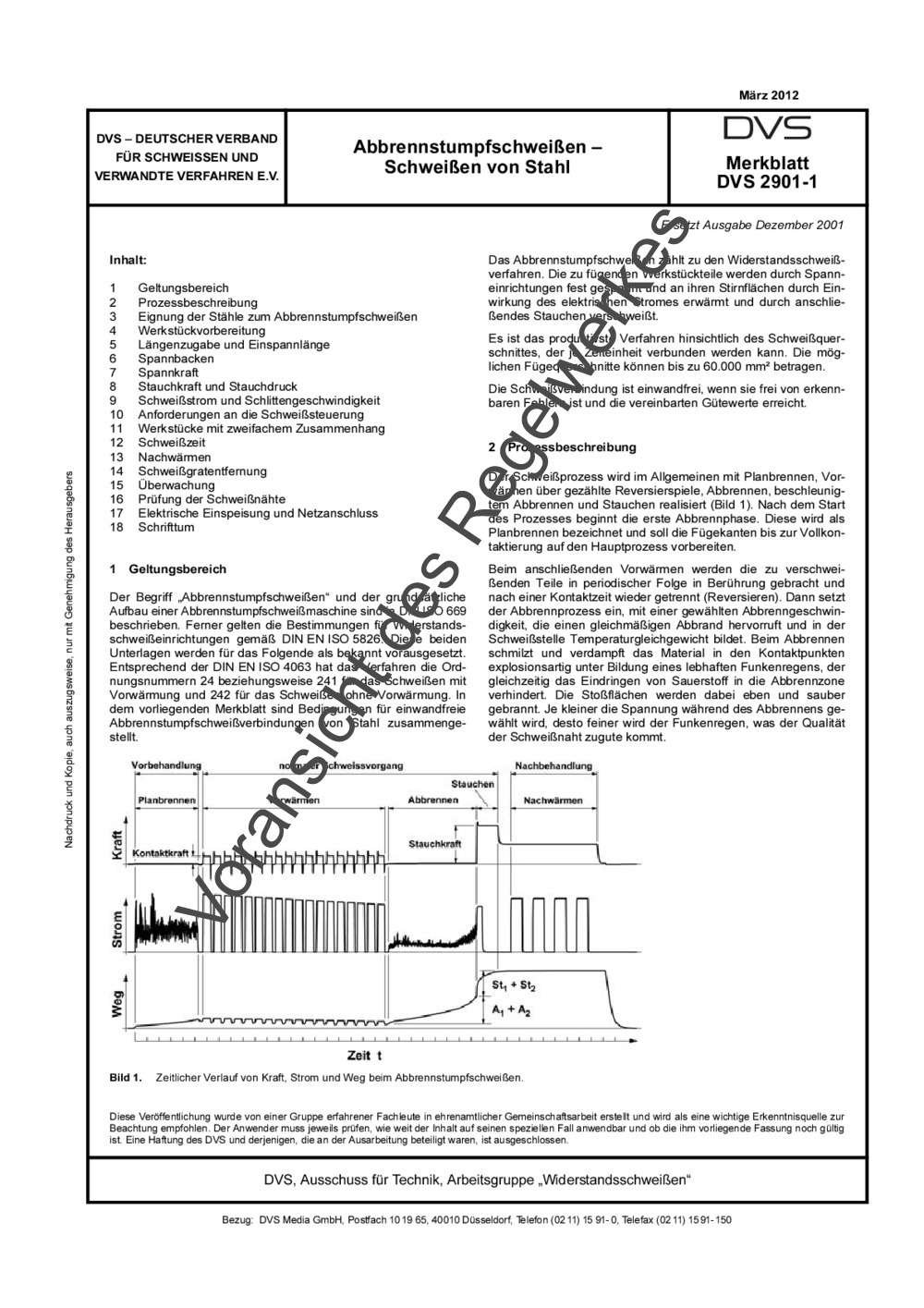
Der Begriff „Abbrennstumpfschweißen“ und der grundsätzliche Aufbau einer Abbrennstumpfschweißmaschine sind in DIN ISO 669 beschrieben. Ferner gelten die Bestimmungen für Widerstandsschweißeinrichtungen gemäß DIN EN ISO 5826. Diese beiden Unterlagen werden für das Folgende als bekannt vorausgesetzt. Entsprechend der DIN EN ISO 4063 hat das Verfahren die Ordnungsnummern 24 beziehungsweise 241 für das Schweißen mit Vorwärmung und 242 für das Schweißen ohne Vorwärmung. In dem vorliegenden Merkblatt sind Bedingungen für einwandfreie Abbrennstumpfschweißverbindungen von Stahl zusammengestellt. Das Abbrennstumpfschweißen zählt zu den Widerstandsschweißverfahren. Die zu fügenden Werkstückteile werden durch Spanneinrichtungen fest gespannt und an ihren Stirnflächen durch Einwirkung des elektrischen Stromes erwärmt und durch anschließendes Stauchen verschweißt. Es ist das produktivste Verfahren hinsichtlich des Schweißquerschnittes, der je Zeiteinheit verbunden werden kann. Die möglichen Fügequerschnitte können bis zu 60.000 mm² betragen. Die Schweißverbindung ist einwandfrei, wenn sie frei von erkennbaren Fehlern ist und die vereinbarten Gütewerte erreicht.
Lisa Rauscher
Im Archiv
Merkblatt DVS 2901-1 (05/2022)







")


Alle Themengebiete
- Fügen im Straßenfahrzeugbau
- Fügen in Elektronik und Feinwerktechnik
- Schweißen im Anlagen-, Behälter- und Rohrleitungsbau
- Schweißen im Bauwesen
- Schweißen im Handwerk
- Schweißen im Luft- und Raumfahrzeugbau
- Schweißen im Schienenfahrzeugbau
- Schweißen im Schiffbau und in der Meerestechnik
- Schweißen im Turbomaschinenbau
- Additive Fertigung
- Elektronenstrahlschweißen
- Gasschweißen
- Hartlöten
- Klebtechnik
- Laserstrahlschweißen und verwandte Verfahren
- Lichtbogenschweißen
- Mechanisches Fügen
- Reibschweißen
- Schneidtechnik
- Thermisches Spritzen und thermisch gespritzte Schichten
- Ultrakurzpulslaser
- Unterwassertechnik
- Weichlöten
- Widerstandsschweißen