
Merkblatt DVS 0911 (im Archiv) (01/2016)
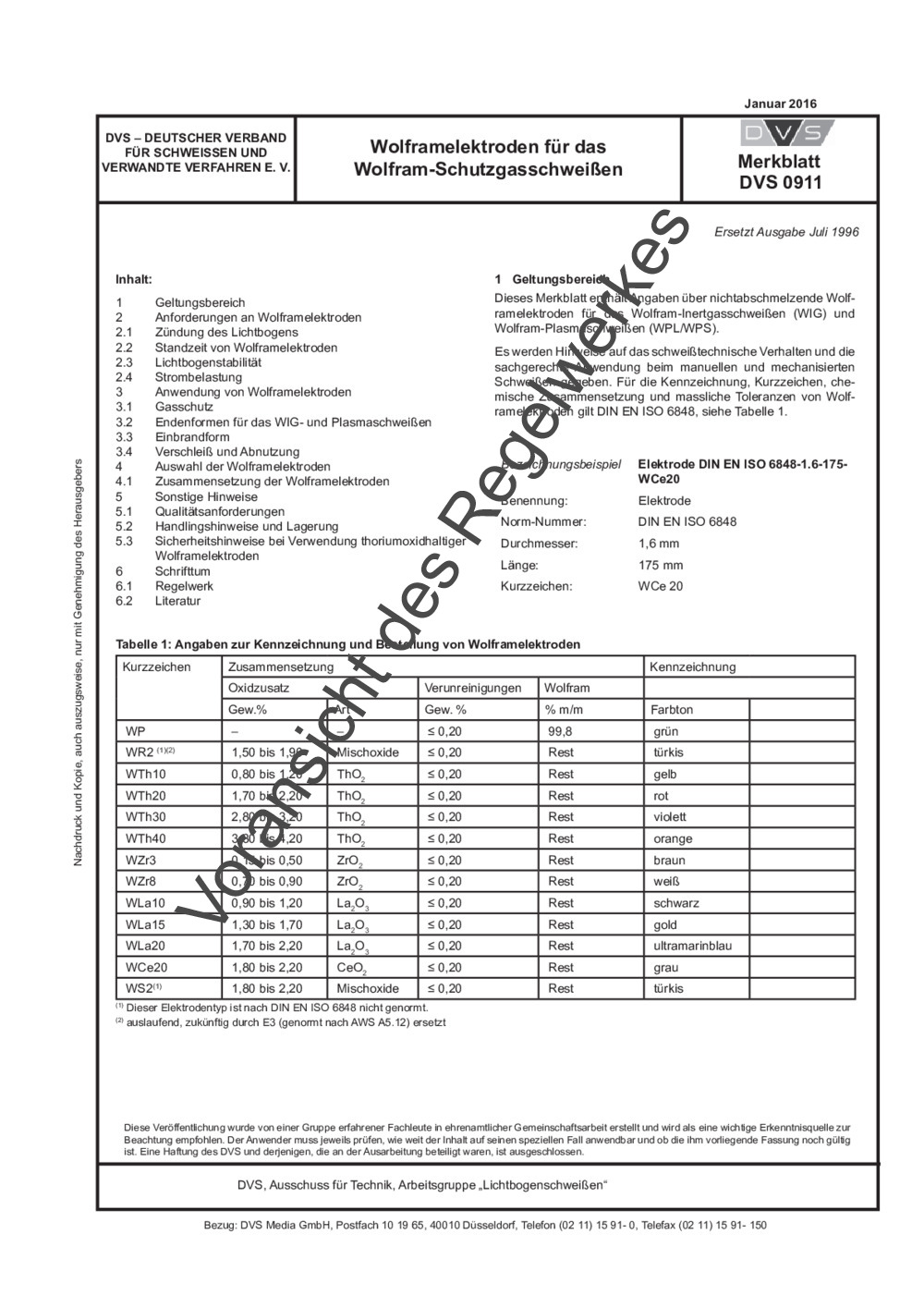
Wolframelektroden für das Wolfram-Schutzgasschweißen
Dieses DVS-Merkblatt enthält Angaben über nichtabschmelzende Wolframelektroden für das Wolfram-Inertgasschweißen (WIG) und Wolfram-Plasmaschweißen (WPL/WPS). Es werden Hinweise auf das schweißtechnische Verhalten und die sachgerechte Anwendung beim manuellen und mechanisierten Schweißen gegeben. Bei den Verfahren mit nicht abschmelzender Elektrode beeinflusst die Wolframelektrode in hohem Maße die Stabilität des Schweißprozesses und die Qualität des Schweißergebnisses. Aufgrund der hohen Temperaturbelastung wird als Elektrodenwerkstoff Wolfram mit einem Schmelzpunkt von etwa 3390 °C (etwa 3660 K) verwendet. Die hohe Temperatur im Bereich des Lichtbogenansatzpunktes muss von der Elektrode ertragen werden, wobei die Wärmebelastung der Elektrode von Minuspolung über wechselnde Polung bis Pluspolung ansteigt. Die Anforderungen an die Wolframelektroden beziehen sich auf das Zünd- bzw. Wiederzündverhalten, die Standzeit, die Gewährleistung eines stabilen Lichtbogens, und die Strombelastbarkeit der Elektrode. Diese Kriterien werden durch die verschiedenen oxydischen Beimengungen maßgeblich beeinflusst.
Philipp Loermann
Im Archiv
![]() Technical Bulletin DVS 0911 (Archived) (08/2016)
Technical Bulletin DVS 0911 (Archived) (08/2016)







")


Alle Themengebiete
- Fügen im Straßenfahrzeugbau
- Fügen in Elektronik und Feinwerktechnik
- Schweißen im Anlagen-, Behälter- und Rohrleitungsbau
- Schweißen im Bauwesen
- Schweißen im Handwerk
- Schweißen im Luft- und Raumfahrzeugbau
- Schweißen im Schienenfahrzeugbau
- Schweißen im Schiffbau und in der Meerestechnik
- Schweißen im Turbomaschinenbau
- Additive Fertigung
- Elektronenstrahlschweißen
- Gasschweißen
- Hartlöten
- Klebtechnik
- Laserstrahlschweißen und verwandte Verfahren
- Lichtbogenschweißen
- Mechanisches Fügen
- Reibschweißen
- Schneidtechnik
- Thermisches Spritzen und thermisch gespritzte Schichten
- Ultrakurzpulslaser
- Unterwassertechnik
- Weichlöten
- Widerstandsschweißen